

聯系人:唐賑偉 總經理
手機:17708671365
座機:0757-81039905
傳真:0757-81039713郵箱:admin@shijun5.com
咨詢熱線:400-603-1365
公司網站:www.azureblue.cn
地址:佛山市三水區白坭鎮三水大道南92號
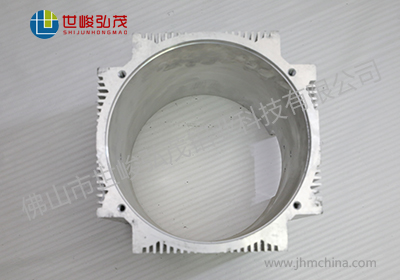
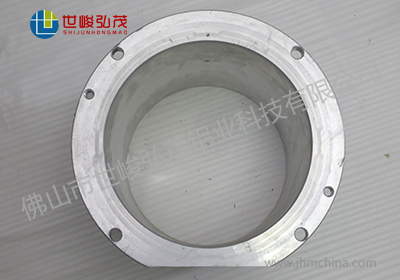
東莞電機外殼鋁型材工廠
來源: 發布時間:2020-03-17 點擊量:1412
量具不要同其他工具、及金屬物質混放在一起以免碰傷量具。
用完量具后,要擦干凈表面污漬、鋁屑,松開緊固裝置,當長期(1個月以上)不用時,電機外殼鋁型材
力量過小可能又會調不直,造成彎曲。所以一定要把握好力度。措施二:擠壓裝框這個環節也是非常重要的,鋸完定尺長度后,鋁型材就要進行裝框。這時裝框工就要注意了:這料是大料還是小料,是帶管料還是平面模拉出來的料,一般來說,大料和帶管的料抬兩端裝框不容易造成彎曲,但小料和平面模拉出來的料,
高反射性和耐氧化性。1)快進與工進在鋁型材加工程序中G00和G01都可以定義刀具的直線運動,但它們的作用大有不同,初學者容易混淆。電機外殼鋁型材
擠壓三溫要嚴格按生產工藝要求控制。采用合適的擠壓速度。操作精神集中,調速平穩,壓力不能或高或低,換檔時手動操作配合。型材停機印前端和后端是死區或V3體積(鋁棒表層)鋁,雜質多,質量差,粘性不足,故型材頭尾端擠壓速度要放慢。鋁棒表面要細膩干凈無油污,內部組織要達標。壓余正常留(棒長的5%)

鋁的基本性質銀白色,在潮濕的空氣中能形成一層防止金屬腐蝕的氧化膜,相對密度2.7g/cm3,熔點660℃,沸點2327℃,比強度較高,電機外殼鋁型材
或多檔調速之間速差明顯,換檔時速度轉換突快。型材擠出時頭端上壓(沖壓)過快,尾端跑速或未減速,死區V3鋁大量的滲入。棒的質量較差,棒內過燒,大晶粒,疏松。壓余(V3鋁)過薄。模具流速比嚴重失調設計制造不合理。鋁型材外殼斷紋消除辦法:擠壓系數過大的型材改在小機臺生產,以尋求合適的擠壓比
種類型材類:鋁型材,鋁管材,鋁棒材等板材類:鋁板材,鋁箔材,








